Encaixes Perfeitos na Impressão 3D: tolerâncias, folgas e compensações
Resumo rápido: imprimir no tamanho exato do CAD quase nunca dá bom. A peça real sofre com fluxo, retração do material, largura de extrusão e over-extrusion em cantos. A solução é projetar com folgas e usar compensações do slicer.
1) Folgas de referência (FDM, bico 0,4 mm)
- Encaixe de correr (slide fit): 0,20–0,35 mm de folga total (0,10–0,175 mm por lado).
- Encaixe firme (press fit manual): 0,10–0,20 mm total (depende do material).
- Encaixe com parafusos impressos (roscas): prefira rosquear com macho ou usar inserts.
- Pinos/furos: furo costuma sair menor. Projete +0,15–0,30 mm no diâmetro do furo.
Regra de bolso: quanto menor a peça, maior a folga relativa. Em peças acima de 100 mm, dá para reduzir levemente.
2) Diferenças por material
- PLA: encolhe pouco; bom para precisão. Folgas menores funcionam.
- PETG: tende a “engordar” paredes internas; use Horizontal Expansion negativa (–0,05 a –0,15 mm).
- ABS/ASA: retração maior; folgas +10–20% vs PLA e, se possível, câmara fechada.
3) Compensações no slicer (salva-vidas)
- Horizontal Expansion / XY Size Compensation:
- Furos pequenos saindo apertados → –0,05 a –0,20 mm.
- Pinos externos apertados → +0,05 a +0,15 mm (se necessário).
- Hole/Outer Wall Compensation (quando disponível): compensa furos sem afetar o externo.
- Elevar “Line Width” para paredes robustas, mas cuidado: aumenta erro em furos.
4) Fluxo e passos do extrusor (quando tudo sai “gordinho”)
- Teste de parede única (0,4 mm): imprima um cubo sem tampas (1 perímetro).
- Meça a parede com paquímetro. Se deu 0,48 mm quando queria 0,45–0,46, reduza Flow (ex.: 100% → 96–98%).
- E-steps (opcional): calibre no firmware/slicer medindo 100 mm extrudidos reais.
5) Cantos e buracos: por que erram?
- Overshoot/Over-extrusion em cantos: aceleração/jerk baixos + extrusão em excesso geram “barriga”.
- Tente Linear Advance/Pressure Advance (se sua máquina suportar) e afine Flow.
- Furos pequenos (≤6–8 mm): solidificam rápido e “fecham”. Projete maior no CAD ou use drill leve após imprimir.
6) Pipeline rápido de acerto dimensional
- Calibre Flow com parede única.
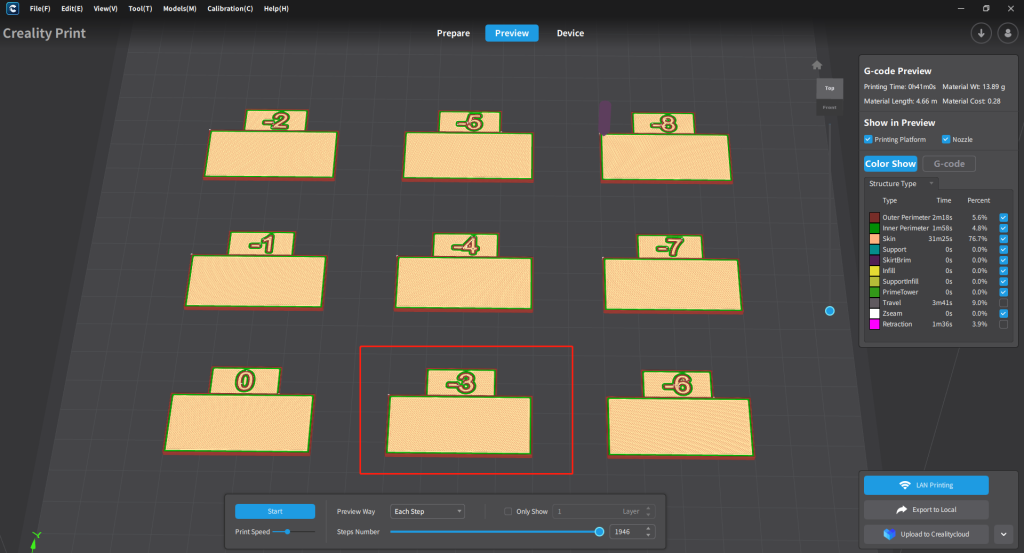
- Imprima um “gabarito de tolerâncias” (pequeno bloco com pinos/furos variando de 0,05 em 0,05 mm).
- Ajuste Horizontal Expansion até o pino/furo “alvo” entrar como você quer.
- Aplique esse preset ao projeto final.
7) Valores de partida (cole no seu perfil do slicer)
- PLA (0,4 mm bico): Flow 98–100%; Horizontal Expansion –0,05 mm; altura de camada 0,20 mm.
- PETG: Flow 96–99%; Horizontal Expansion –0,10 mm; fan baixo (10–25%).
- ABS/ASA (com câmara): Flow 98–100%; Horizontal Expansion –0,05 mm; brim 6–8 linhas.
SEO (para WordPress)
- Título SEO: Encaixes Perfeitos na Impressão 3D: Tolerâncias, Folgas e Compensações XY
- Slug: tolerancias-folgas-impressao-3d-encaixes
- Meta descrição: Aprenda quanto de folga usar em peças FDM, como compensar furos/pinos com Horizontal Expansion e calibrar o fluxo para encaixes que funcionam de primeira.
- Tags: impressão 3D, tolerância, folga, horizontal expansion, calibração, dimensional
- Categoria: Impressão 3D / Qualidade

Publicar comentário