Como eliminar stringing (fiapos) na impressão 3D FDM: causas, diagnóstico e 12 correções certeiras

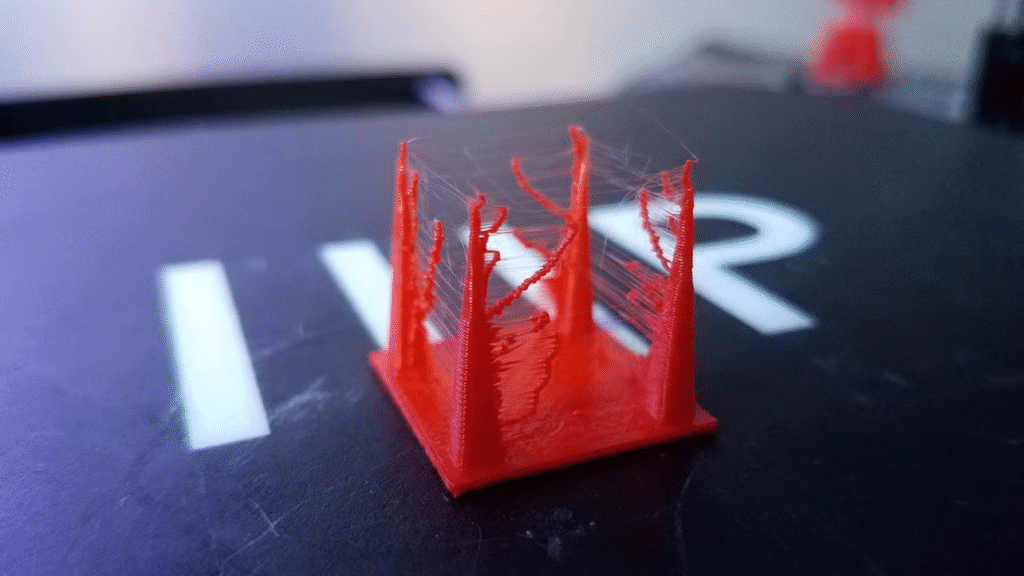
TL;DR: Stringing vem de filamento muito quente/úmido, retração ruim e trajetos de viagem atravessando áreas abertas. Corrija com torre de temperatura, retração bem calibrada, viagens mais rápidas/curtas, secagem do filamento, e ajustes de coasting/wipe/combing no fatiador.
O que causa os fiapos
- Temperatura alta demais → o plástico escorre no “ar”.
- Retração insuficiente/lenta → o bico não “puxa” material antes de viajar.
- Filamento úmido → bolhas e exsudação pelo bico.
- Percursos de viagem ruins → o bico cruza áreas vazias frequentemente.
- Pressão no hotend sem alívio (falta de coasting/wipe).
- Bico gasto/contaminado → cria pequenos ganchos que “puxam” fios.
Diagnóstico rápido (10 min)
- Imprima 2 torres finas (20×20×60 mm) separadas 40–60 mm: observe se os fios aparecem apenas entre torres (viagem) ou também nas paredes (temperatura/umidade).
- Teste de temperatura: torre de 200 → 220 °C (PLA) ou 220 → 250 °C (PETG) com variações de 5 °C por segmento.
- Check do filamento: estalos durante a extrusão ou superfície opaca indicam umidade.
12 correções que funcionam
1) Faça uma torre de temperatura
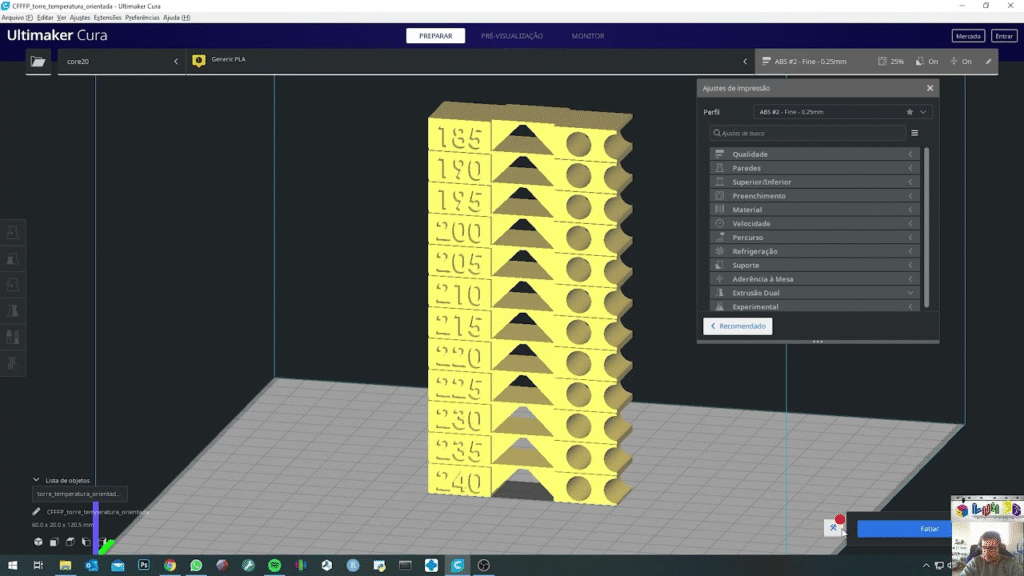
- PLA: 195–215 °C; PETG: 225–245 °C; ABS/ASA: 240–260 °C.
- Escolha o menor °C que ainda mantenha paredes lisas e boa adesão camada-camada.
2) Calibre a retração (distância e velocidade)
- Direct drive: 0,6–1,4 mm @ 25–40 mm/s.
- Bowden: 3,5–6,0 mm @ 30–50 mm/s (pode exigir mais por atrito do tubo).
- Teste em escada de 0,2–0,5 mm; aumente velocidade até parar os fiapos sem causar under-extrusion.
3) Acelere as viagens (travel speed)
- Suba para 150–200 mm/s (ou o máximo estável da sua máquina).
- Viagens rápidas reduzem tempo para o bico “pingar”.
4) Ative Combing e “Evitar cruzar perímetros”
- Cura: Combing Mode = Within Infill + Avoid Printed Parts When Traveling.
- PrusaSlicer/SuperSlicer: Avoid crossing perimeters.
- Resultado: o bico viaja “por dentro” sempre que possível.
5) Use Coasting e/ou Wipe
- Cura: Coasting Volume 0,02–0,08 mm³; Wipe Nozzle 5–10 mm.
- Prusa/SuperSlicer: Wipe while retracting.
- Dica: coasting demais gera falhas no fim dos perímetros—encontre o ponto “justo”.
6) Ajuste o Z Hop com moderação
- Z hop ajuda a não raspar, mas pode alongar fios se muito alto.
- Use 0,2–0,4 mm só quando necessário.
7) Ative Pressure Advance / Linear Advance (se disponível)
- Em Klipper/Marlin, calibra PA/LA para reduzir pressão residual no bico.
- Melhora cantos, terminações e reduz oozing (escorrimento).
8) Seque o filamento
- PLA/PETG: 50–55 °C por 4–6 h.
- Nylon/TPU: 60–70 °C por 6–8 h (veja especificações do fabricante).
- Use estufa/dryer dedicado ou forno com termômetro confiável.
9) Limpe ou troque o bico
- Faça cold pull (nylon/cleaning filament) ou substitua o nozzle se a saída estiver oval/erodida.
10) Reduza fluxo levemente (se tudo acima falhar)
- Tente 98–99% de flow global ou só em perímetros externos.
11) Ajuste o fan
- PLA: 60–100% após a 2ª camada.
- PETG: 30–60% (excesso pode prejudicar adesão entre camadas).
- Resfriamento adequado solidifica o filamento mais rápido nas viagens.
12) Revise retração mínima e distância mínima de viagem
- Aumente Minimum Travel Before Retraction (ex.: 1,5–2,0 mm) para evitar retrações inúteis.
- Garanta que Maximum Retraction Count não limite retrações quando precisa.
Presets de partida (bico 0,4 mm, camada 0,2 mm)
PLA (direct drive):
- 205 °C / mesa 60 °C; retração 0,8 mm @ 35 mm/s; travel 180 mm/s; combing Within Infill; coasting 0,04 mm³; wipe 8 mm; fan 80%.
PETG (Bowden):
- 235 °C / mesa 80 °C; retração 4,5 mm @ 40 mm/s; travel 170 mm/s; Avoid crossing perimeters; coasting 0,06 mm³; wipe 6 mm; fan 40%.
Fluxo de calibração sugerido (30–45 min)
- Torre de temperatura → escolha o menor °C “ok”.
- Escada de retração (5 segmentos) no °C escolhido.
- Ative combing/avoid + aumente travel.
- Ajuste coasting/wipe fino.
- Seque o filamento se persistirem muitos fios.
- Opcional: calibração de Pressure/Linear Advance.
Problemas relacionados (e soluções rápidas)
- Blobs no início dos perímetros: coasting/wipe demais → reduza; verifique extra prime amount.
- Falhas em paredes finas após coasting: aumente coasting só 0,01–0,02 mm³ por vez ou suba extra prime 0,02–0,05 mm³.
- Fiapos só em TPU: retrações mais curtas (0,6–1,2 mm) e lentas (15–25 mm/s); reduza °C.
Conclusão
Stringing é combinação de temperatura, retração e trajetos. Resolva na ordem: temperatura → retração → viagens → coasting/wipe → secagem. Com esse protocolo, dá para zerar os fiapos sem perder qualidade superficial.


Publicar comentário