Como eliminar o elephant’s foot na impressão 3D FDM: causas, diagnóstico e 9 correções práticas
TL;DR: “Elephant’s foot” é o alargamento da primeira(s) camada(s). Quase sempre vem de cama muito quente, Z-offset baixo, ou compressão excessiva na adesão inicial. Corrija ajustando Z-offset, temperatura da mesa, altura e largura da primeira camada, brim (em vez de raft), nivelamento, e fluxo inicial no fatiador.
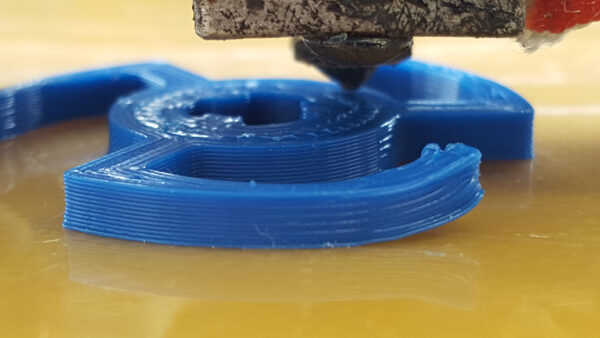
O que é e por que acontece
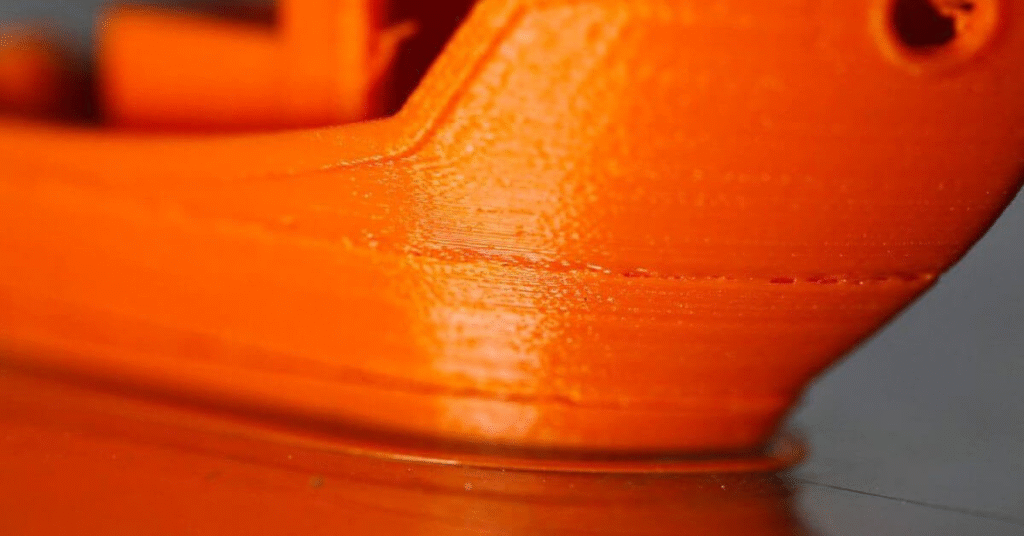
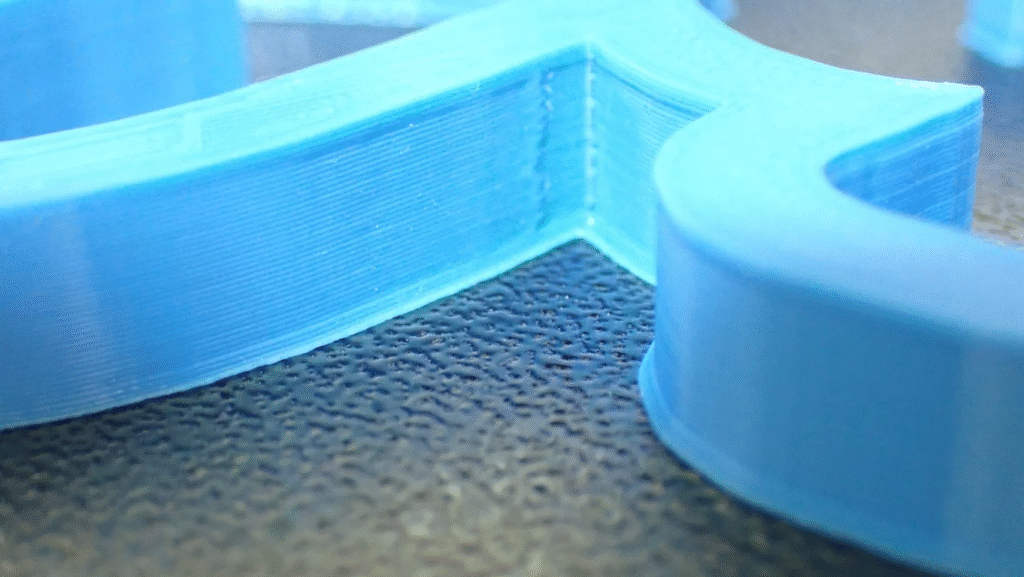
O elephant’s foot aparece quando a base da peça fica mais larga que o restante, formando um “pé de elefante”. As causas mais comuns:
- Temperatura da mesa alta demais → o plástico das primeiras camadas fica mole por mais tempo e “esparrama”.
- Z-offset muito baixo → o bico comprime a primeira camada além do necessário.
- Fluxo/linha da primeira camada exagerados → largura de linha e/ou fluxo inicial muito altos.
- Falta de compensação geométrica → modelos com 90° exatos sofrem mais sem chamfer ou compensação no fatiador.
- Mesa desnivelada → uma região “aperta” mais do que outra.
- Resfriamento inicial insuficiente → cantos ficam moles e arredondam.
Checklist rápido de diagnóstico
- Regua digital/paquímetro: meça a largura da base e compare com a largura nominal a 10–15 mm de altura.
- Olho na primeira camada: está “espalhando” além do traço? brilhoso/achatado demais?
- Observação por quadrantes: o defeito é mais forte em um canto? indica nivelamento ou empeno.
- Teste de torre fina (20×20×50 mm): imprime rápido e revela o problema sem gastar muito filamento.
9 correções que funcionam
1) Acerte o Z-offset
- Se a primeira camada fica extremamente achatada, suba o bico em +0,02 a +0,08 mm.
- Se a adesão fica fraca, desça em −0,02 mm por vez.
- Use uma folha A4 dobrada (≈0,2 mm) como referência inicial e refine com teste visual.
2) Baixe a temperatura da mesa
- PLA: 55–60 °C (primeira camada 60–65 °C).
- PETG: 70–80 °C (primeira camada 80–85 °C).
- ABS/ASA: 90–105 °C (em câmara fechada).
Comece reduzindo 5 °C na mesa e avalie. Se a adesão ainda estiver boa, reduza mais 2–3 °C.
3) Ajuste altura e largura da primeira camada
- Altura da 1ª camada: 0,20–0,28 mm (bicos de 0,4 mm).
- Largura de linha da 1ª camada: 100–110% do diâmetro do bico (ex.: 0,40 mm → 0,40–0,44 mm).
- Evite 120–140% se já sofre de “pé”; isso empurra material para fora.
4) Reduza o fluxo (flow) da primeira camada
- Teste 95–98% apenas na primeira camada.
- No restante das camadas, mantenha 100% (ou seu valor calibrado).
5) Use brim (não raft) para adesão
- Brim de 3–6 linhas estabiliza sem deformar a base da peça.
- Remova após a impressão com estilete; lixe levemente se necessário.
- Evite raft, que pode criar base irregular e consumir tempo/filamento.
6) Ative a compensação de elevação no fatiador
- Cura: Initial Layer Horizontal Expansion → coloque −0,1 a −0,3 mm.
- PrusaSlicer/SuperSlicer: Elephant Foot Compensation → comece em 0,2 mm.
Isso contrabalança o alargamento “comendo” um pouquinho do contorno da primeira(s) camada(s).
7) Dê chanfro (chamfer) de 0,3–0,6 mm no modelo
- Se você tem acesso ao CAD, aplique um chamfer na aresta inferior.
- Para peças funcionais (engates, tampas), o chanfrinho ajuda inclusive no encaixe.
8) Melhore resfriamento inicial
- Ative fan a 30–50% a partir da 2ª camada (PLA/PETG).
- Em cantos e paredes grossas, acelere o fan para 60–80% após 1–2 mm de altura.
- Para ABS/ASA, cuidado: vento excessivo pode causar warping – use câmara (enclosure).
9) Revise o nivelamento e flatness da mesa
- Faça mesh bed leveling (ABL) ou nivelamento manual caprichado.
- Verifique empeno: vidro/PEI flex de qualidade reduzem variações.
- Se um canto é sempre o culpado, corrija fisicamente (calço, adesivo magnético novo, etc.).
Valores de referência (para começar bem)
- Bico 0,4 mm, camada 0,2 mm, PLA:
- 1ª camada: altura 0,22–0,24 mm, largura 100–105%, fluxo 96–98%, fan 30–40% (após 2ª camada).
- Mesa: 60–62 °C (1ª), 55–58 °C (demais).
- Z-offset: ajuste fino em passos de 0,02 mm até a linha “achatada” virar “ovais bem fechadas” sem rebarba lateral.
Macetes de oficina
- Teste A/B rápido: imprima dois cubos 20×20×5 mm lado a lado, cada um com uma mudança (ex.: mesa −5 °C vs. Z +0,04 mm). Compare bases.
- Fita + cola bastão: no PLA, uma fina camada de cola bastão sobre o vidro ajuda a grudar sem “esparramar”.
- Remoção da peça: espere a mesa esfriar; retirar quente pode “amassar” a aresta e confundir diagnóstico.
- Tolerâncias de encaixe: para peças que precisam deslizar/encaixar, projete +0,2 a +0,4 mm de folga nominal e use chamfer de 0,3–0,5 mm.
Perguntas rápidas
“Posso só diminuir a mesa e pronto?”
Às vezes resolve, mas não sempre. O equilíbrio ideal é mesa correta + Z-offset certo + compensação leve.
“A compensação não distorce medidas?”
Ela atua só nas primeiras camadas. Usada moderadamente (0,1–0,3 mm), mantém dimensões funcionais.
“Brim não deixa marca?”
Deixa uma “barbinha” fácil de lixar. Ainda assim, é melhor que deformar a base inteira.
Conclusão
O elephant’s foot é chato, mas 100% controlável. Comece por Z-offset e temperatura da mesa, adicione compensação no fatiador e, quando possível, chanfre no CAD. Com esse combo, suas bases ficam retas, limpas e dimensionais.


Publicar comentário